
Innovative Control Solutions

Blogs
HOW ICE HELPED SCALE UP PRODUCTION OF THE CATERPILLAR 797 MINING TRUCK

Ignition for Energy Management

Industrial Control Engineering, LLC is a confluence of Automation Engineers & IBEW Electricians under one umbrella.
Empowering the Water Industry with Automation & Sustainability
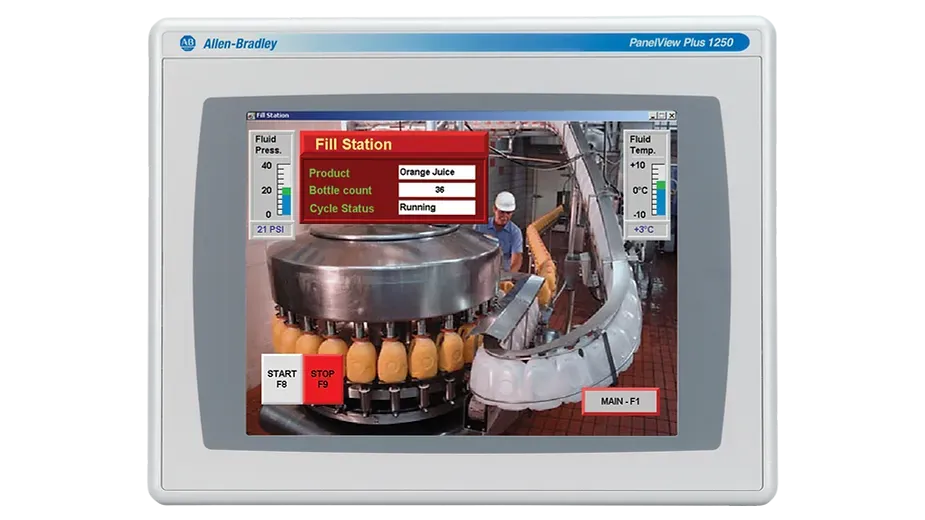
Does your automated production equipment stop running without giving the operator a fault message telling them why it has stopped? This is a common occurrence in manufacturing facilities with various types of automated production machinery. The cost from lost production while the operator and maintenance technicians scratch their heads trying to figure out why the machine or assembly line has stopped can be tremendous. Most of the time it’s because of inadequate or unfinished programming in the Programmable Logic Controller (PLC) and HMI that operates the machine. This can consist of lines of code, or ladder logic, which must be entered for each type of fault or condition that prevents a machine from running, or which could cause an unsafe condition. Each one of these inputs, or fault conditions should be entered into the logic along with a message on the display stating the input number which it is associated with. In the automation and machine building industry, there are time constraints to build highly complicated equipment and often times the machine is shipped without adequate runtime to discover all of the fault conditions. It can sometimes take months or years of runtime to encounter different situations which cause poor production performance. For example, as an actuator performs work, or cycles, it’s bearings can wear and cause increased bearing friction, and thus increased current in the drive motor. With adequate fault programming, the increased drive motor currents can be detected and the operator can be alerted so that maintenance can be performed at planned downtimes versus during an emergency stoppage from a catastrophic bearing failure. And, we all know that planned preventative maintenance is much less costly then unplanned downtime. Sometimes getting all of the fault conditions programmed into a PLC can be daunting on large assembly lines with hundreds of inputs and outputs and motor drives. But, it can pay dividends on the productivity of the equipment by reducing downtime. With Variable Frequency Drives, there can be several fault codes which can be monitored and displayed on the HMI so that equipment operators can see what is going on instead of having to wait for a technician to plug in a laptop. The next level of fault monitoring would be to add fault condition data recording to capture and store the amount of downtime per fault condition. Over time, this will give production managers a picture of which fault conditions are causing the most downtime and help understand where design improvements in the equipment need to take place. ICE has several years of experience in the automation industry and specializes in programming and debugging automated assembly lines, work cells, indexing tables, and almost any type of automated assembly equipment. We are trained and certified in Rockwell Automation products and can help continuously improve the productivity of the equipment in your facility and handle any electrical maintenance or construction projects for your ongoing needs. We are a team of highly trained engineers and IBEW electricians in one company that are passionate about solving problems and improving the efficiency of your operation.
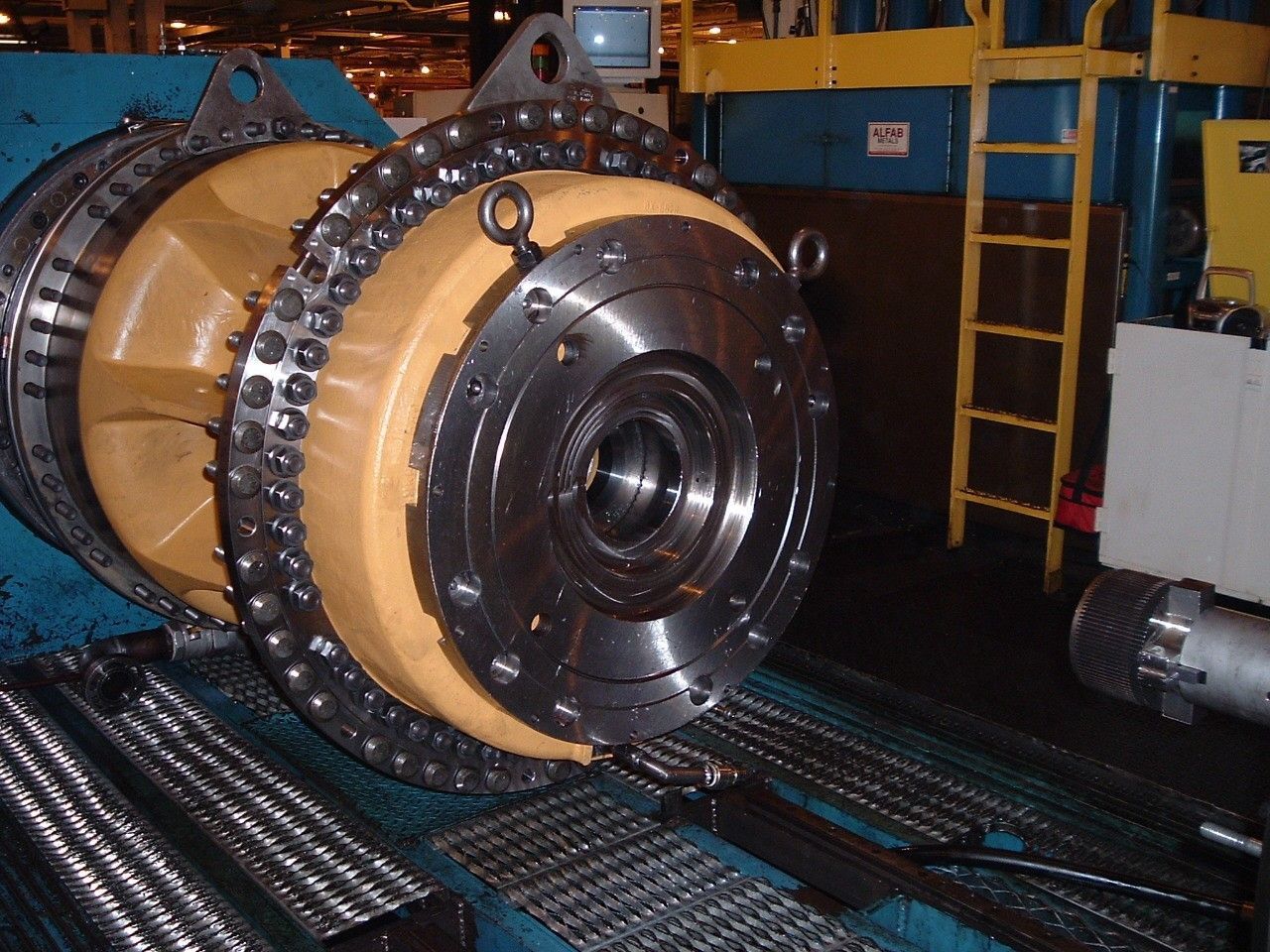
I am dedicating this article to Kevin Simcoe. He was a hydraulic hero and mechanical mastermind that I had the privilege to work with on many projects for Caterpillar's Decatur plant. He was a world class problem solver and a positive individual that inspired creative ingenuity to those that work around him. Kevin was not only the mechanical engineer on his projects, but he could also fabricate, weld, and assemble anything that he could envision. And, some of his inventions and innovations saved the giant corporation of Caterpillar millions of dollars by improving the productivity and efficiency of the manufacturing of their mining truck wheels. One of which happened to be the rear wheel of the Caterpillar 797, which was that largest truck in the world at that time. The first project that I was lucky enough to work with Kevin on was the MD4855 Rear Wheel Flusher for the 100 ton and up product line. These were the truck models 777, 785, 789, and 793 which was the 240 ton truck. The MD4855 wheel flusher was an oily greasy monster of a machine that required skill and experience to operate. It had several deficiencies that needed to be improved. But, it performed a critical step in the production of mining trucks in that it was the last stop of the rear wheel before it was bolted to the truck. And, it's purpose was to lubricate, clean, and test the wheel assembly's massive spindle bearings and braking system, and to flush out as much dirt and contaminates as possible. My job as a controls engineer was to create the software to make Kevin's inventions come to life and function reliably and create the operator interfaces on the HMI so that employees could figure out how to run the machine.
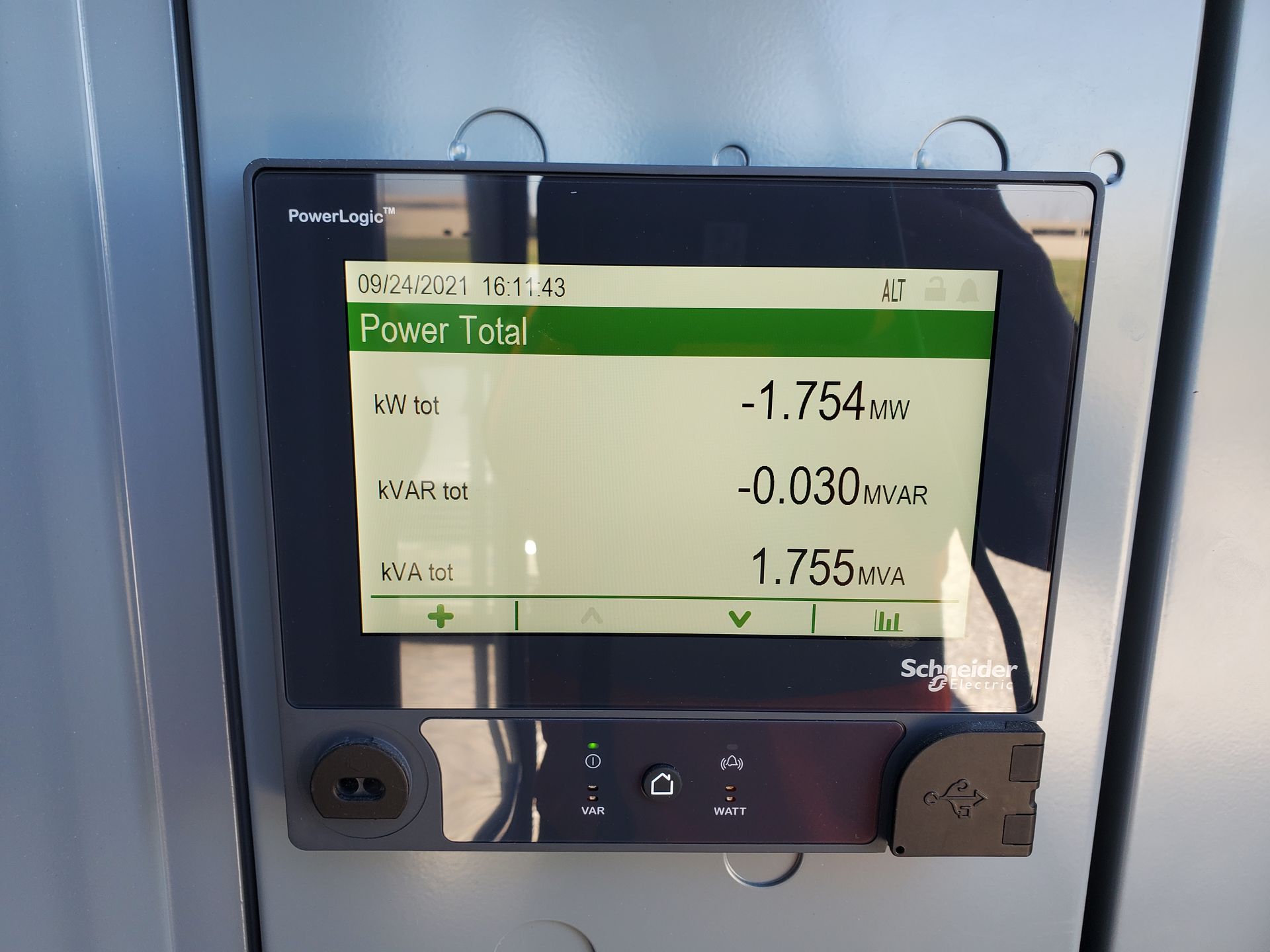
AstraZeneca 2.2MW Solar Energy System – Mt. Vernon, Indiana
Our expertise and experience in renewable energy enabled AstraZeneca to generate approximately 50% of the electrical load from onsite solar generation from a 2.2MW ground mounted array. Our design & approach saved AstraZeneca several thousands of dollars on procurement and installation costs of the highly reliable system. The result was an extremely high-quality solar energy system delivered and installed at a low per-watt installation cost.
Specifications: 2.2MWdc rated system, 2MWac rated system, REC Solar Panels, RBI Solar Ground Mounted Racking, Yaskawa/Solectrica 166KW inverters rated at 600Vac output, Square D I-Line 4000A Power Distribution/Monitoring control panel, AlsoEnergy Energy Monitoring Software, 4000KVA Transformer, Interconnection Voltage: 12.47KV.



Let’s Elevate Your Operations
Contact Us Today for Tailored Solutions and Expert Support
Industrial Control Engineering, LLC (ICE) is dedicated to delivering innovative control solutions and exceptional service across a variety of critical industries. With expertise in energy efficiency, automation, and water treatment systems, we empower our clients to achieve optimal performance and long-term success.
Our Services
